
Индустрия металлообработки переживает качественную трансформацию, в центре которой находится развитие лазерных технологий. Современные станки с числовым программным управлением (ЧПУ) представляют собой сложные аппаратно-программные комплексы, где механическая точность сочетается с квантовой физикой. Процесс их производства требует соблюдения строгих промышленных стандартов, начиная от отливки станины и заканчивая юстировкой оптических систем. Основной задачей производителей является создание оборудования, способного сохранять высокую повторяемость операций в условиях непрерывного цикла эксплуатации на крупных промышленных предприятиях.
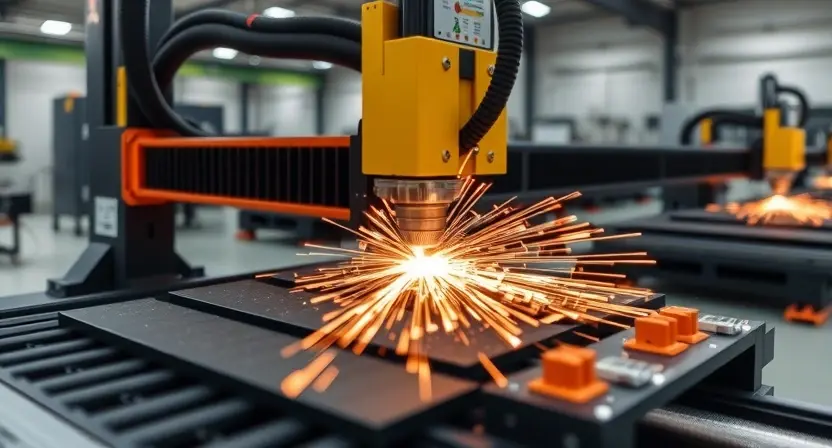
«Лазерная резка стала базовым стандартом в металлообработке благодаря возможности работы со сложными контурами без необходимости последующей механической доводки изделий».
Основы конструктивной надежности и проектирование станины
Фундаментом любого лазерного станка является его станина. В современном производстве предпочтение отдается сварным или литым конструкциям, прошедшим процедуру термического отпуска. Этот процесс необходим для снятия внутренних напряжений металла, которые неизбежно возникают при сварке. Без правильной термообработки станина может деформироваться со временем, что приведет к потере точности позиционирования режущей головки. Инженеры применяют методы компьютерного моделирования для анализа вибрационных нагрузок, возникающих при ускорении портала, которое в современных моделях может достигать 2.8G.
Процесс сборки ключевых узлов требует соблюдения жестких температурных режимов в цехах для исключения неконтролируемого теплового расширения элементов. Подробнее можно узнать на сайте http://pentalaser.com.ru/, информация на котором охватывает широкий спектр технических решений в области станкостроения. Такой подход гарантирует сохранение идеальной геометрии направляющих на протяжении всего срока эксплуатации. После завершения механической сборки каждый станок проходит лазерную интерферометрию для проверки точности хода по осям, что является обязательным этапом контроля качества.
Оптические компоненты и лазерные источники
Сердцем системы является волоконный лазерный источник. Технология производства оптоволоконных лазеров основана на использовании активного волокна, легированного редкоземельными элементами. В отличие от устаревших газовых CO2-лазеров, волоконные системы обладают более высоким КПД и не требуют сложной системы зеркал для доставки луча к рабочей зоне. Передача энергии осуществляется через гибкий оптический кабель, что значительно упрощает конструкцию станка и повышает его надежность.
«Применение иттербиевых волоконных лазеров позволило сократить энергопотребление оборудования в три раза по сравнению с технологиями предыдущего поколения».
Режущая головка станка оснащается автоматической системой фокусировки и датчиками контроля высоты. Эти компоненты должны соответствовать стандартам защиты от пыли и продуктов горения металла. В производстве используются линзы с многослойным просветляющим покрытием, способные выдерживать колоссальные тепловые нагрузки без изменения своих оптических свойств. Чистота сборки оптического тракта контролируется в специальных «чистых комнатах», чтобы исключить попадание даже микроскопических частиц пыли.
Стандартизация и технические характеристики
Производство лазерных станков с ЧПУ опирается на международные стандарты безопасности и точности, такие как ISO 9001 и европейские директивы CE. Эти стандарты регламентируют не только качество сборки, но и безопасность оператора, включая защиту от лазерного излучения и требования к фильтрации газов. Ниже приведена таблица, отражающая типичные технические требования к промышленным установкам среднего и высокого класса.
| Параметр оборудования | Промышленный стандарт | Метод контроля |
|---|---|---|
| Точность позиционирования | ±0.03 мм / 1000 мм | Лазерный интерферометр |
| Повторяемость | ±0.02 мм | Цифровые датчики |
| Срок службы источника | до 100 000 часов | Мониторинг деградации диодов |
| Максимальное ускорение | от 1.0G до 2.8G | Динамический анализ ЧПУ |
Программное обеспечение и системы управления
Интеллектуальная составляющая станка — система ЧПУ — отвечает за синхронизацию работы лазера, перемещение осей и подачу вспомогательных газов (азота или кислорода). Современные алгоритмы управления позволяют оптимизировать траекторию реза, минимизируя холостые ходы и экономя материал. Программное обеспечение интегрируется с CAD/CAM системами, что позволяет быстро переходить от проектирования детали к её производству. Автоматизация процессов включает в себя функции автоматического поиска края листа, мониторинг состояния защитного стекла и контроль прошивки металла в режиме реального времени.
Завершающим этапом производства является комплексное тестирование под нагрузкой. Станки проходят проверку на выносливость, работая в режиме максимальных скоростей в течение нескольких суток. Только после успешного прохождения всех тестов оборудование получает сертификат соответствия и отправляется заказчику. Постоянное совершенствование технологий производства позволяет создавать станки, которые становятся основой для цифровых фабрик будущего, где участие человека в процессе обработки металла сводится к минимуму.